3D printing has certainly opened up an entirely new chapter in the metal casting industry.
It is now easier than ever to produce 3D printed plugs or moulds that foundries can replicate in your desired metal. This can be especially useful for product development, short run manufacturing, one-off unique parts or even artistic pieces that require the mechanical or aesthetic benefits metals have to offer. This method of printing and casting also removes the traditional tool making cost associated with the process, and as foundries only charge for the volume of metal used, it can be a cheaper alternative to turning or machining down a solid block or billet.
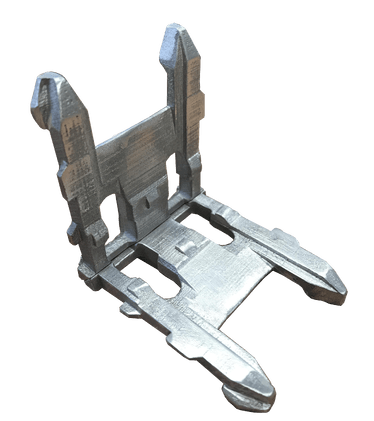
We supply many patterns to our local NZ foundry’s to be cast in various metals such as bronze, stainless steel or aluminium. Mostly mechanical parts in the design development stages and artistic shapes and forms to be used as sculptures, signage or unique one off feature items, but also parts that require dimensional accuracy such vehicle steering components and modular racking fixtures.
The end result achieved from castings has a direct reflection of the 3d printed parts quality.
We have been working closely with a few foundries and after extensive testing we have optimised a printing architecture that works optimally with their casting methods. We also developed a unique chemical polishing process to minimise any 3D printing surface artefacts and leave an outstandingly smooth surface finish which is reflected in the metal castings.
Investment casting
The investment casting process traditionally uses wax patterns to produce moulds for casting, however the process is very similar using 3D printed patterns. This image below explains the lost PLA process.

Traditionally, the patterns used in the investment casting are made from wax and produced usinga metal tool or mould (similar to how many plastic parts are injection moulded). The manufacturing of a tool is a very expensive investment with production of the dies often taking a long time (2 – 6 weeks). For short-run or low volume investment casting, wax patterns have traditionally been too uneconomical to produce. The alternative would often be to simplify the geometry and resort to less accurate sand casting methods... Until now
3D printing is now regularly used in conjunction with a range investment casting applications to produce patterns from castable materials. Castable 3D prints are commonplace in the dental and jewellery industries and are generally produced via the stereolithography (SLA) printing process. SLA is a vat-photopolymerization technology that is able to produce parts with a very smooth surface and very fine intricate details. The main limitation around SLA is the printer build volume, the high material cost for larger parts and the complex and fragile support structures that are required to accurately print parts.
Small, intricate designs are perfect for SLA investment casting but for larger metal parts, castable FDM offers a cost effective, rapid solution.
Castable FDM
For larger parts, creating patterns via SLA no longer becomes feasible due to the high cost of resin and the build volume of most SLA machines. Castable FDM offers a low cost solution allowing parts to rapidly be printed. FDM is a material extrusion technology. After printing, we are able to smooth the surface of the parts using a micro-droplet polishing technique resulting in patterns with very smooth surfaces (a requirement for a high quality investment cast).
There are several advantages to using FDM to produce investment casting patterns. These include:
Build speed: FDM is able to produce parts very quickly greatly reducing lead times when compared to processes like CNC machining.
Low cost: FDM is the lowest cost method of 3D printing and eliminates the need for expensive tooling.
Build size: FDM printers typically have a much larger build size (up to 450 x 450 x 650 mm) when compared to DMLS or SLA printers.
No ash: Castable FDM filaments have been specifically designed to produce very little ash during the burnout phase of the investment casting process 0.003%.